Giới thiệu
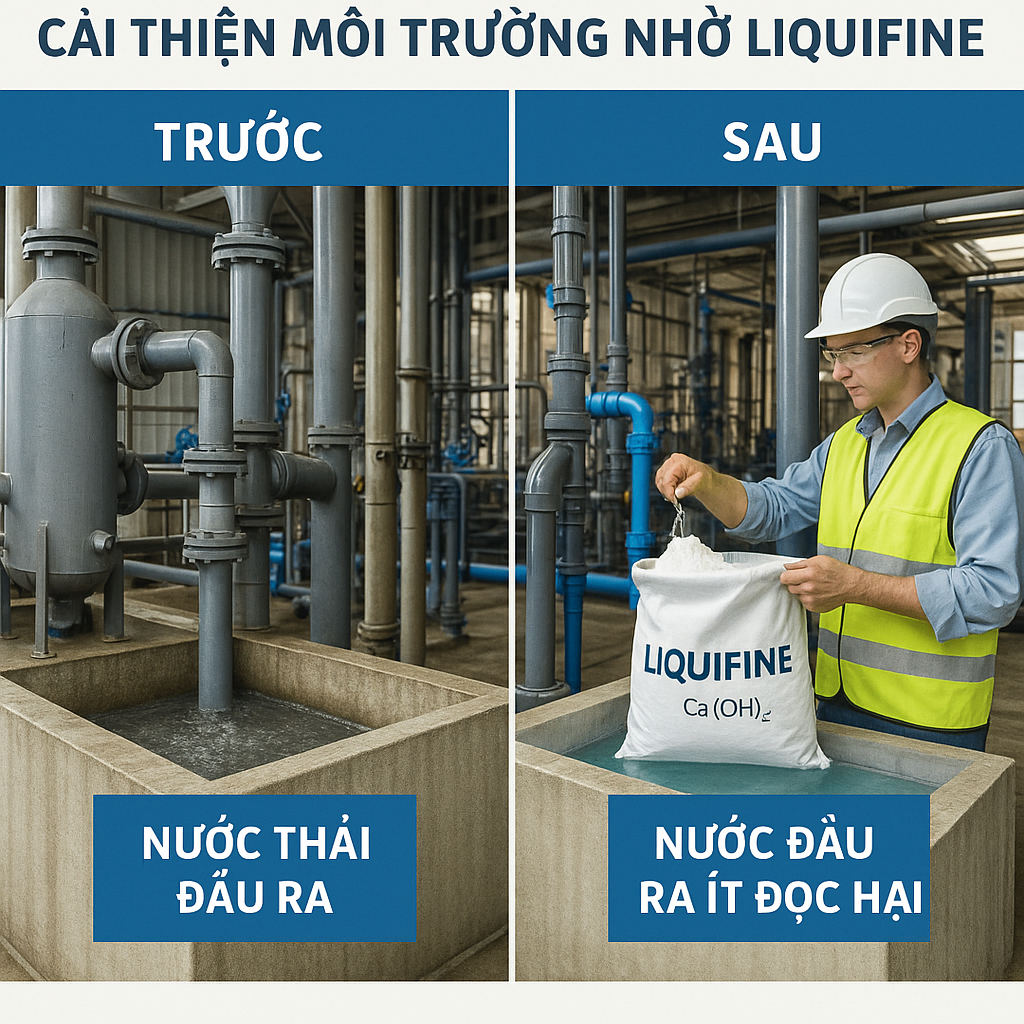
Trong bối cảnh các tiêu chuẩn môi trường ngày càng khắt khe, việc xử lý nước thải không chỉ là yêu cầu pháp lý mà còn là thước đo trách nhiệm của doanh nghiệp với cộng đồng. Câu chuyện dưới đây là minh chứng điển hình: một nhà máy cơ khí tại Bình Dương đã thành công trong việc cải thiện chất lượng nước thải và môi trường làm việc sau khi ứng dụng LIQUIFINE – sản phẩm Ca(OH)₂ tinh khiết cao.
Thách thức trước khi ứng dụng LIQUIFINE
1. Nước thải có độ pH thấp và chứa nhiều kim loại nặng
- Nồng độ Cr³⁺, Ni²⁺ vượt quy chuẩn hơn 3 lần
- pH trung bình dao động 3,5 – 4,0 gây ăn mòn hệ thống
2. Chi phí xử lý cao và kết tủa không ổn định
- Dùng NaOH để nâng pH nhưng khó kiểm soát, dễ gây sốc pH
- Bùn thải sinh ra nhiều, khó ép lọc
3. Bị cảnh báo bởi cơ quan môi trường địa phương
- 3 tháng liên tiếp vượt tiêu chuẩn QCVN 40:2011/BTNMT (Cột B)
Giải pháp áp dụng: LIQUIFINE thay thế hóa chất truyền thống
Sau khi khảo sát, đội ngũ kỹ thuật đề xuất thay thế toàn bộ xút NaOH và phèn bằng LIQUIFINE dạng bột siêu mịn, với các bước:
- Điều chỉnh liều lượng LIQUIFINE để trung hòa pH ổn định ở 8–9
- Kết tủa kim loại nặng bằng OH⁻ sinh ra từ Ca(OH)₂
- Lắng và lọc bùn kết tủa kim loại
Kết luận
Sự thay đổi nhỏ – chuyển sang dùng LIQUIFINE – đã tạo ra kết quả lớn: giảm chi phí, nâng cao chất lượng nước thải và tăng sự hài lòng của đội ngũ vận hành. Đây là ví dụ điển hình cho thấy một giải pháp xử lý nước thải an toàn – hiệu quả – thân thiện môi trường hoàn toàn khả thi và nên nhân rộng tại nhiều nhà máy cơ khí khác trên toàn quốc.